


|
切割的分类及识别 |
||||
|
挤压机吨位[兆牛] |
铝棒尺寸 |
非挤压时间 |
||
|
|
长[毫米] |
直径:[毫米]/英寸 |
不带排气循环 |
带排气循环 |
|
11 |
700 |
127 / 5” |
10 |
12 |
|
13,2 |
800 |
153 / 6” |
11,5 |
13,5 |
|
15,4 |
850 |
153 / 6” |
12 |
14 |
|
18 |
980 |
178 / 7” |
13 |
15 |
|
20 |
1100 |
178 / 7” |
13 |
15 |
|
25 |
1200 |
204 / 8” |
13,5 |
15,5 |
|
28 |
1300 |
204 / 8” |
13,5 |
15,5 |
|
33 |
1300 |
228 / 9” |
134 |
16 |
|
36 |
1300 |
228-254 / 9-10” |
14 |
16 |
|
40 |
1400 |
254-280 / 10-11” |
15 |
17 |
|
44 |
1400 |
254-280 / 10-11” |
15 |
17 |
|
50 |
1400 |
355 / 14” |
17 |
19 |
|
55 |
1400 |
355 / 14” |
17 |
19 |
最重要的机械,液压及电器特点
机械特性
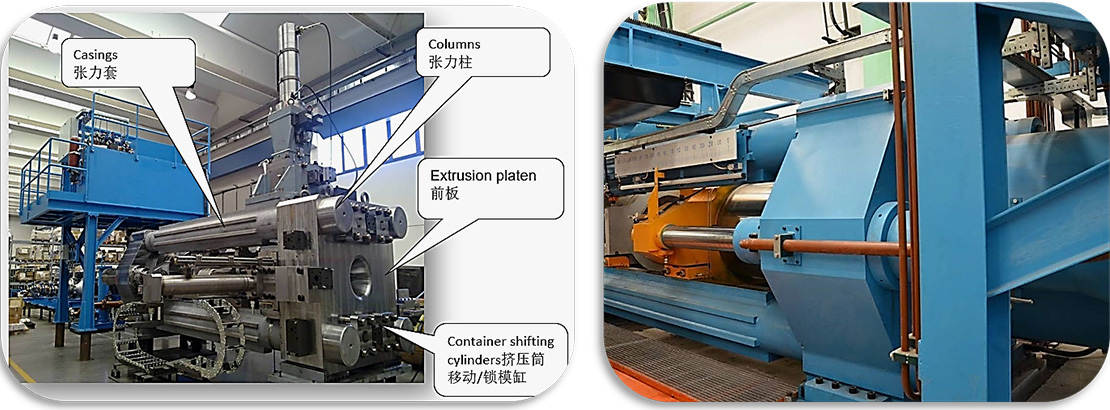
所有的主要部件都是锻造铁做成的,保证各部件的最佳的质量和可靠性。
横梁全长都是预应力,其数值比最大挤压力引起的数值大20%,从而减少了操作中的横梁的延长,因此大大提高了其防老化能力。
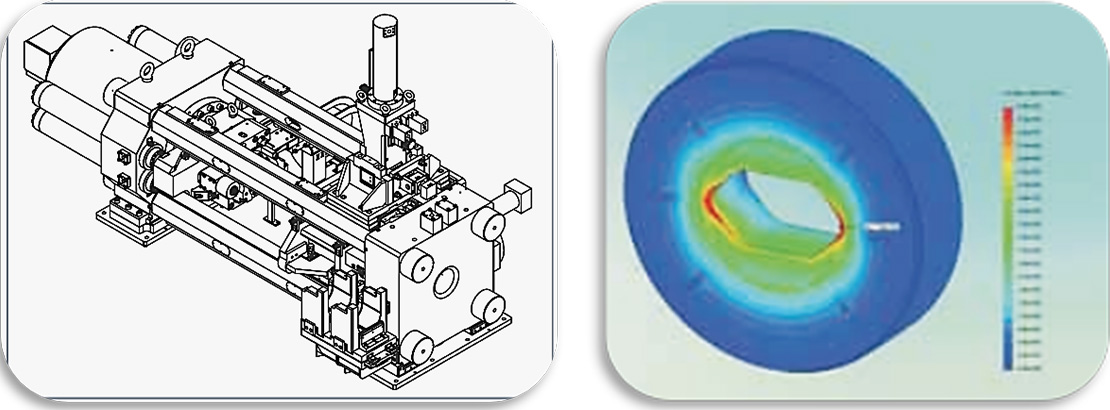
针对部件易疲劳进行定期F.E.M. 分析,以保证必需的有效寿命及计算出受压情况和压盘及压力环的变形情况,以减少挤压过程中模具的变形。
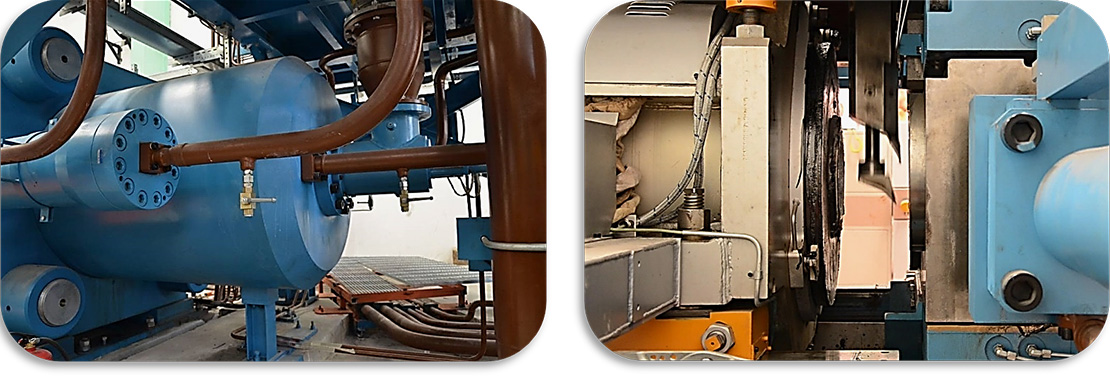
挤压筒有温度调节以提高处理过程的控制。
挤压杆的侧边位移使挤压垫在铝棒进入挤压筒的过程的得到润滑,且不需提高非挤压时间。
侧边及挤压筒汽缸安装在挤压机的两边,使挤压筒能被快速替换并使维修操作更加简易。
压余的纵向运动(倾斜)保证一个完美的切割,它擦过模具的表面并避免剩余材料在回程中的刮花,这些刮花可导致挤压型材的缺损
可选择安装“垫剪”使型材可在垫子与模具之间切割,从而易于清理或可能情况下模具垫的重新利用。

液压特征
所有挤压机的液压元件由高质量的供应商提供,如力士乐, Oilgear, Pall等,以保证部件最大的可靠性和备件的可获得性。有以下特别的功能按照“一回合”的理念来实现液压回路,并由锻钢构成以把管道结点减少到最低限度,便于保养。
通过逻辑元件下降的压力是有限的,以避免燃油加热。
通过输出管和吸入管的油速保持在较低水平,以避免油加热和能量过度损失。
主泵功率和流量严格控制,以便根据工作周期优化利用安装功率。

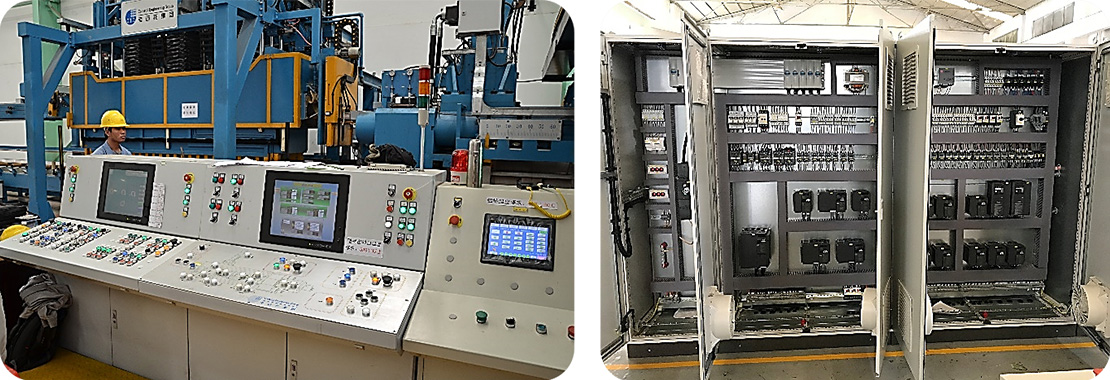
电器
序列和相关的液压装置警报设备(泵,油箱等)的管理,一旦发生严重异常,挤压机停机等。
循环可手动执行,维修指令和挤压周期可自动管理。
在“初始期”对挤压杆速度的全面控制,取决于模具安装方式(综合模具的软启动,或可允许模具的快速启动)。
挤压完成时,缓慢结束功能可根据型材类型及挤压速度自动减缓挤压柱,以避免型材拉伸。
压余厚度自动控制。
模具排空周期1 ,2根或更多铝棒的挤压自动循环和模具填充周期第1根铝棒的自动选择。
根据汽缸位置调节的自动“调集铝锭”系统(可在控制面板上直接选择) 。
挤压筒温度控制通过加热元件及风冷进行。
危急情况下,异常情况及警报管理带自动处理停止功能。
机器诊断将最终操作问题的原因显示在控制面板上。
可执行模具空车测试。为便于维修,该功能允许在没有铝棒情况下执行整个完整的工作循环。






 返回
返回